导语
本文结合PVB夹层玻璃产品的特点,指出该产品主要的质量缺陷为脱胶及气泡,分析了脱胶气泡的原因,并从生产角度分析了设备、材料及工艺因素对产品质量的影响,提出了提高产品质量的措施及建议。
一、引言
夹层玻璃作为建筑安全玻璃的重要形式,由于具有很高的抗冲击性能和抗贯穿性能[1],破碎后几无碎片飞溅,同时也可以一定程度上降低噪音污染,因此,其应用非常广泛,其中PVB夹层玻璃产品尤为广泛[2,3]。PVB夹层玻璃产品的质量决定了产品的性能,尤其是安全性能,因此,在生产中保证产品质量显得尤为重要。PVB夹层玻璃产品在生产及使用过程中最主要的质量缺陷表现为脱胶及气泡,为了解决该问题,提高产品的质量,本文首先对PVB夹层玻璃脱胶及气泡产生的原因进行分析,进一步从生产、工艺角度分析了设备、材料及工艺因素对产品质量的影响,提出了提高产品质量的措施及建议。
二、缺陷分析
脱胶及气泡是PVB夹层玻璃生产和使用过程中最主要的缺陷表现形式。根据我司内部统计,夹层玻璃生产过程中,由于脱胶及气泡而造成玻璃浪费占夹层玻璃总废品20%以上,而在使用过程中,客户投诉的80%以上也是脱胶及气泡缺陷。如某项目中,共计投诉玻璃缺陷产品56m2,其中由于脱胶及气泡缺陷的50m2,达到89%。要想解决夹层玻璃脱胶、气泡问题,分析其形成的原因至关重要。不同种类或不同位置的脱胶及气泡,产生的原因不尽相同,本文根据生产及使用中的现实情况,对缺陷进行了分类,并对造成缺陷的原因进行了分析。
1、边缘脱胶气泡
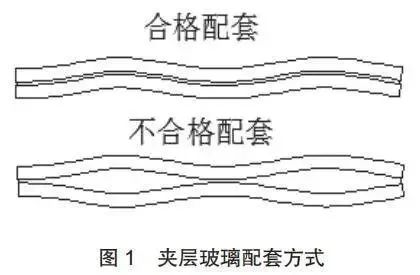
边缘脱胶气泡情况如图1。该类型缺陷是夹层玻璃生产及使用中最主要也是最容易出现的缺陷,在夹层玻璃生产中,该缺陷占比15%及以上,在夹层玻璃使用投诉中,该缺陷占比85%以上。

在夹层玻璃生产过程中,产生该缺陷的主要原因包括:辊压后封边不良;辊压速度过快,或者辊压温度过低,导致玻璃温度低;高压釜压力释放时温度过高;钢化玻璃边部变形大;PVB纹路太细不利于排气等。
在夹层玻璃使用过程中,产生该缺陷的原因包括:使用环境湿热;夹层玻璃边缘与相容性差的结构密封胶接触;夹层玻璃边缘与醋酸、醇类及酮类等接触;夹层玻璃生产中,边部使用大力夹;釉料与PVB相容性差,或者釉料附着力差(边框彩釉产品)等。
2、中间分散气泡
中间分散气泡情况如图2。该类型缺陷主要与制备工艺和PVB材料储存有关。在夹层玻璃生产过程中,产生该缺陷的主要原因:其一,辊压排气不完全;其二,辊压速度过快;其三,使用含水率超标胶膜;其四,胶膜厚度使用不当,过薄。

在夹层玻璃使用过程中,产生该缺陷的原因:其一,辊压排气不完全,终压后虽无可见气泡产生,在后续使用过程中可能会出现气体“返吐”而产生气泡;其二,胶膜含水率超标,影响胶膜与玻璃的粘结性,从而造成在使用过程中胶膜与玻璃脱离,产生脱胶气泡;其三,釉料与玻璃的附着力低,或者釉料与PVB胶膜相容性差。
3、边缘及中间脱胶气泡
边缘及中间脱胶气泡情况如图3,该类型缺陷常见于一些非配套钢化夹层玻璃产品,通常这类玻璃通常吻合度较差。在夹层玻璃生产过程中,产生该缺陷的主要原因:其一,钢化玻璃吻合度差;其二,胶膜厚度不合理,过薄;其三,辊压速度慢,提前封边;其四,辊压封边差,排气不完全;其五,PVB纹路太细,不利于排气。其六,用大力夹玻璃边部。
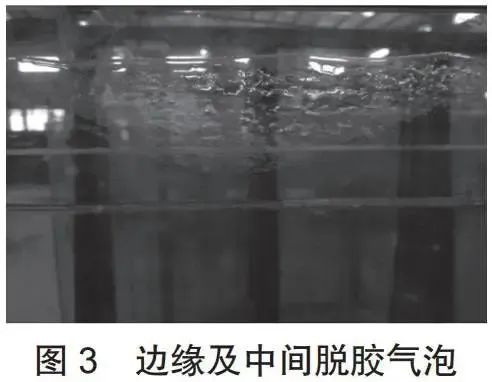
在夹层玻璃使用过程中,产生该缺陷的原因:其一,夹层玻璃制备过程中,工艺操作不当使夹层玻璃存在除了钢化玻璃永久应力以外的应力;其二,胶膜质量差,与玻璃粘结等级低;其三,结构、安装不合理。
基于以上分析的脱胶气泡产生的原因,下面分别从设备管理、材料控制及工艺控制角度,详细阐述提高夹层玻璃产品质量措施,以降低夹层玻璃在制备及使用过程中产生脱胶及气泡的风险,提高产品质量。
三、设备管理
目前,PVB夹层玻璃生产用到的最主要设备为辊压机和高压釜,其中,辊压机的主要作用为预压排气、封边,高压釜的主要作用为使PVB材料熔融,使玻璃材料与中间层材料结合为整体。因此,该两台设备的运行状态对夹层玻璃的生产及产品质量至关重要,每台设备的运行状态均可直接决定产品的最终质量。
辊压机应保证良好的工作状态:
(1)各加热段加热丝需保证正常工作,以保证辊压过程中玻璃均匀加热;
(2)预压辊及终压辊上下两辊间距要一致,否则影响夹层玻璃的排气及封边效果;
(3)显示器温度与实际温度需一致,以使各段加热温度得到更好控制。
高压釜应按操作规程认真操作和维护:
(1)高压釜工艺过程中保证可对产品均匀加热,加热过程中均匀加压,视产品辊压封边效果及高压釜大小及装载率确定升压及升温速率;
(2)保温(一般135℃~140℃之间)保压效果要好,以使PVB胶膜在高温高压下有一定的流动性,以补充由于玻璃变形而带来的空隙率,使玻璃与胶片紧密结合,同时,保证更好的吸收残留的空气;
(3)降温时保压效果要好,压力尽量保持恒定,否则边部容易出现气泡,同时要保证均匀降温,以防止板面不同位置或者内外片温度不同,而导致玻璃变形;
(4)排气温度建议低于45℃,目的是保证玻璃出釜温度低于40℃。排气温度过高,胶膜还处于较软状态,玻璃与胶膜粘结性差,容易导致玻璃边部出现气泡;
(5)高压釜内充气需除油除湿。
四、材料控制
材料控制主要从玻璃质量、胶膜质量、胶膜种类及厚度三个方面入手加以控制,在生产过程中需对原材及半成品质量严格把关,胶膜种类及厚度合理使用。
1、玻璃
目前生产夹层用的玻璃95%以上均需钢化处理,因此,钢化玻璃质量好坏对夹层玻璃产品的质量影响很大,为了保证产品质量,提升成品率,钢化玻璃加工时需注意:
(1)严格控制玻璃的波形及弓形,在保证不超相关标准情况下越低越好;
(2)可配套钢化的产品一定配套钢化,不可配套钢化的产品需严格控制钢化玻璃波形及弓形;
(3)满足相关标准对表面应力要求的情况下,使玻璃表面应力尽量低,尤其是全钢化玻璃,以尽量减少玻璃形变,同时可降低全钢化玻璃自爆的风险。
2.胶膜质量
胶膜是生产夹层玻璃的核心材料,其质量的好坏对夹层玻璃的质量起到了决定作用,因此,对于胶膜的质量需严格控制,满足以下要求才可正常使用:
(1)各厂家供应的胶膜所加工的夹层玻璃产品需通过GB 15763.3-2009中规定的测试要求;
(2)胶膜厚度均匀,无色差;
(3)胶膜纹路粗细均匀适中,纹路过细,不利于辊压排气,易产生气泡,纹路过粗,不利于封边,同样易产生气泡;
(4)胶膜含水率需严格控制,不得使用含水率超过0.45%的胶膜(胶片含水率不是越低越好,越低其韧性会降低),含水率超标会严重影响玻璃与胶膜的粘结强度,从而使产品易脱胶和产生气泡。
3.胶膜厚度
生产夹层用的玻璃(钢化玻璃)不可避免有一定程度的变形(波形和弓形),如果使用的膜层较薄,在经过高压釜工艺后,变形部位(边部)容易形成永久张应力,从而导致夹层玻璃容易形成气泡乃至脱胶,而使用一定较厚的胶膜,胶膜可以对变形部位形成比较好的填充,从而可减小变形部位(边部)形成的永久张应力,降低夹层玻璃形成气泡和脱胶的风险,从而可提升产品成品率,进而提升产品质量。
玻璃种类、厚度及大小等不同,玻璃的变形量会有所不同,因此,推荐使用的胶膜厚度也会不同,以下表格根据玻璃种类、大小及厚度的不同,给出了胶膜建议使用厚度,该建议厚度为推荐的胶膜使用的最小厚度,在实际生产中根据实际情况可适当增加胶膜厚度,以提高成品率,保证产品质量。
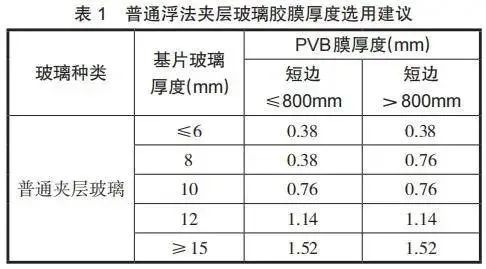
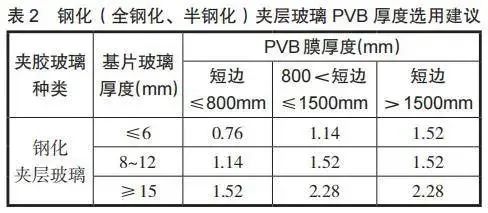
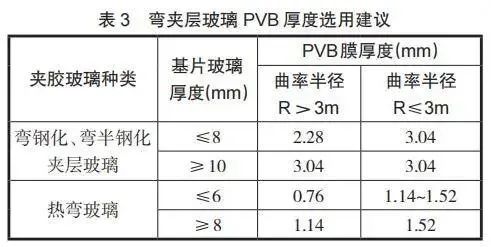
普通夹层玻璃PVB厚度的选用建议见表1,钢化(全钢化、半钢化)夹层玻璃PVB厚度的选用建议见表2,弯钢化、弯半钢化夹层玻璃和热弯夹层玻璃PVB厚度的选用建议见表3。本文关于PVB厚度建议均基于常规产品而言,均以厚板为基准,而对于非常规产品需视实际情况加减胶膜厚度,以达到降低夹层玻璃产品缺陷,提高成品率,保证产品质量的目的。
五、工艺控制
常规夹层玻璃生产工艺过程分别为:上片清洗、合片、辊压(或抽真空)和高压釜工艺,该四个部分相互独立,又不失衔接,生产过程中每个工序有各自需要控制的节点,产品质量才更有保障。
1.上片清洗工艺
上片清洗的目的主要有两个,其一,玻璃配套;其二,清洁表面灰尘,提高玻璃表面的新鲜度,以提高产品胶膜与玻璃的粘结强度,提高产品质量。
上片清洗过程中需注意:
(1)按照来料配套上片,上片方向严格一致,以提高夹层玻璃的吻合度,如图1所示,降低后续脱胶的风险;
(2)清洗玻璃推荐用去离子水,去离子水电导率需<30us/cm,主要是因为清洗用水如果电导率超标,则钙镁离子含量会比较高,钙镁离子存在会妨碍玻璃与胶膜间氢键的形成,从而降低夹层玻璃的粘结力,水温以40℃~50℃为宜;
(3)根据玻璃厚度调整毛刷高度,一般为毛刷间距小于玻璃厚度1mm为宜。
2.合片工艺
夹层玻璃合片工艺过程中,合片室环境非常重要,需严格控制四个方面:温度、湿度、灰尘及密封性,温度应控制在18℃~28℃,相对湿度应控制在18%~28%RH,保证合片室清洁,合片室密封性良好,室内为微正压。在合片过程中需注意:
(1)周边胶膜余量为3mm~5mm,防止经高温高压工艺后出现缩胶现象;
(2)控制产品叠差;
(3)根据辊压效果,调整玻璃进辊压机的方向,以达到最佳辊压效果。
3.辊压工艺
平板夹层玻璃的生产一般应先进辊压机进行辊压处理,该过程的主要目的是将玻璃和胶膜间的气体排出,对玻璃边部进行预封边,使玻璃与胶膜初步粘合成为一个整体,该加工方式较套真空袋后进高压釜的工艺效率高,且节约成本,但是辊压效果非常重要。
夹层玻璃半成品辊压效果可通过目视直接判定,合格的辊压效果为夹层玻璃周边向内深入20mm~30mm左右范围内为完全透明,其它位置为半透明状态。出现辊压封边不良的产品一般通过四个方面进行调整:调整辊压速度(温度不变的情况下);调整各段辊压温度(一般不推荐);调整玻璃入辊压机角度;调整辊间距。合格辊压效果的半成品可直接进入高压釜进行终压处理,而不合格辊压的半成品,需要套真空袋抽真空后进高压釜进行终压处理。两种方式的生产效率及对成本的影响存在差别。为了获得良好辊压效果的半成品,降低生产
成本,提高生产效率,在生产过程中需严格控制辊压工艺:
(1)结合辊压机特点合理设置各加热段温度,一般设置的原则为预压段低温、辊压段高温;
(2)根据玻璃组合及胶膜厚度情况合理设置初压辊间距和终压辊间距,建议初压辊间距较钢化夹层玻璃总厚度小10%左右,终压辊间距较夹层玻璃总厚度小15%~20%;
(3)根据玻璃组合及胶膜厚度情况合理设置辊压速度,一般以薄板快速、厚板慢速为原则;
(4)出辊压机时的玻璃表面温度建议控制在70℃左右。
4.真空袋工艺
真空袋工艺主要解决三类夹层玻璃的加工,即弯曲夹层玻璃产品、多层夹胶产品以及辊压效果不好的夹层玻璃产品,为了降低脱胶气泡的风险,在加工过程中需注意真空袋的密封性。
5.高压釜工艺
高压釜工艺为生产夹层玻璃产品的最后一道、也是最重要的一道工序。目前常用的主要有两种高压釜,一种为红外线加热高压釜,另一种为热辐射高压釜。根据不同产品特点选择不同高压釜进行终压处理,一般镀膜玻璃夹层产品不建议选用红外线高压釜,其它注意事项如下:
(1)高压釜工艺参数建议,恒温:135℃~140℃,恒压:12bar~14bar;
(2)恒温恒压时间,PVB夹层产品:60mins~120mins(视装载率而定),装载率高、厚板时恒温恒压时间长,装载率低、薄板时,恒温恒压时间短;
(3)降温速率:建议1℃/min~2℃/min(与装载率有关)。
六、结语
目前,PVB夹层玻璃在制备和使用过程中存在的主要质量问题是脱胶及气泡,本文分析了产生脱胶及气泡的原因,并从设备、材料及加工工艺三个方面阐述了提高产品质量的措施与建议,在今后生产过程中还需结合实际情况,不断探索与总结,不断提升产品质量,推动夹层产品的发展与进步。
参考文献
[1]潘伟.夹层玻璃生产工艺浅析[J].建筑玻璃与工业玻璃.2001(4):20~23;
[2]冷国新,任立军.夹层玻璃的特性与应用[J].玻璃,2015(7).
[3]孙叠文.浅析夹层玻璃生产工艺[J].玻璃,2015(7)
来源:本文转载自建筑玻璃与工业玻璃
作者:中航三鑫股份有限公司——张榜、刘东阳、代干、孙志军

2023年度企业质量信用报告沭···
MORE+
为进一步提高全体员工的安全···
MORE+
平分浪漫春色,万物欣欣向荣···
MORE+
平板玻璃是指未经过其他深加···
MORE+
近日,在第114个国际妇女节来···
MORE+
3月8日,在2024年国际妇女节···
MORE+
在春节即将来临之际,华新玻···
MORE+
人勤春来早,奋发正当时。2月···
MORE+电话
0527-83655666
邮 箱:207851429@qq.com
手 机:0527-83655666
地 址:江苏省宿迁市沭阳县悦来镇工业路1号
